东莞市傅氏兄弟机械设备有限公司
16年专注全自动线束加工设备生产实力厂家
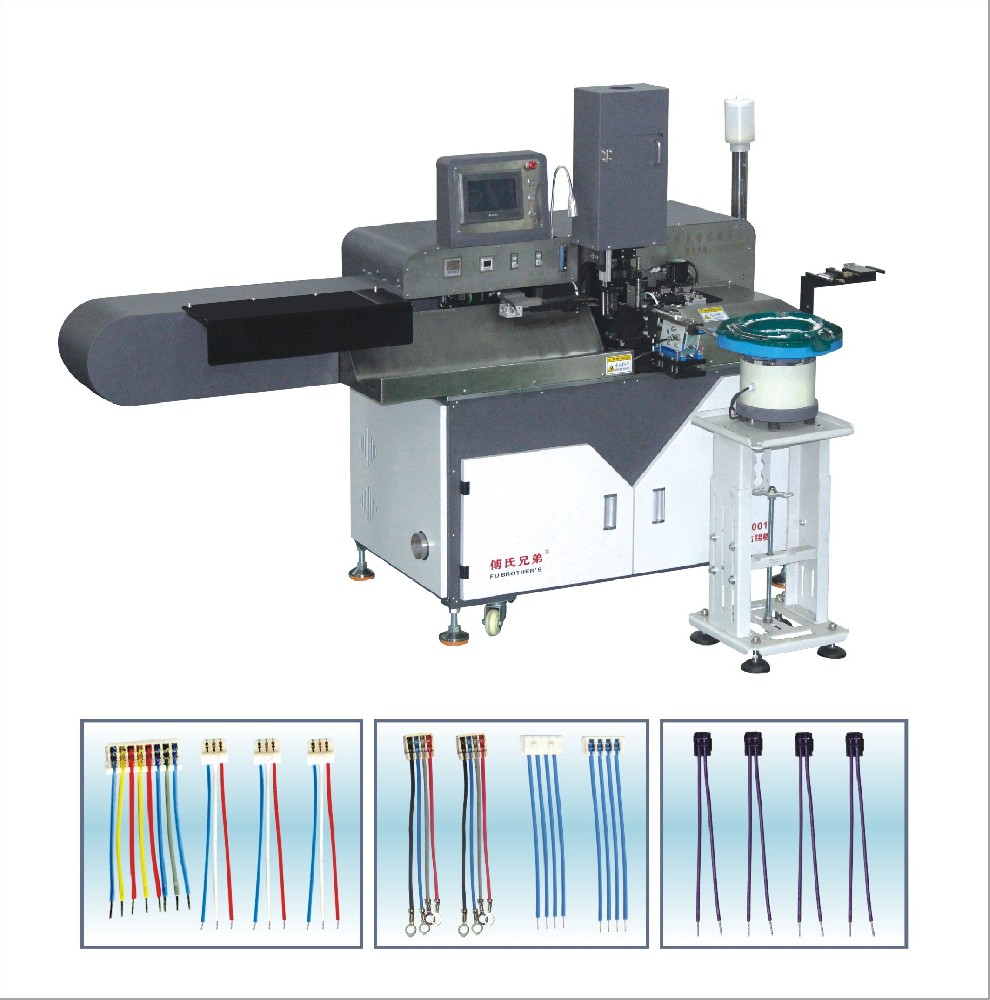
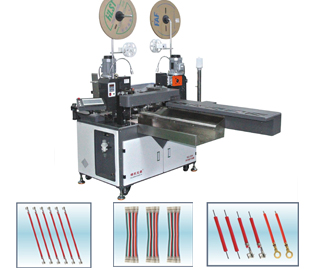
本公司专业生产:全自动刺破式端子压接机���、全自动端子插胶壳机、全自动端子沾锡机��、全自动排线端子机�����、全自动双头沾锡机��、剥皮打端机等�,为国内外生产连接线、线束�����、电线电缆加工企业提供配套服务�,用诚信和真挚与您共同腾飞发展���!
东莞市长安瑞强自动化机械设备厂成立于2006年,位于经济特区东莞市长安镇霄边����,专业从事电线电缆加工设备、线束连接器加工设备及各类接插件的销售�、服务为一体的专业型企业。公司拥有专业的技术研发团队���,强大的售后服务和先进的精密加工设备����,其电器及传动配件均选配国际知名品牌���,结合欧美及日本的先进技术���,不断研发、创新��,创造出高效����、稳定及自有知识产权线束加工设备����,服务于国内外各大企业����。